どうやって使うの? [押出成形用]
使い方 [押出成形用]
基本の使い方
洗浄中、適宜回転数を変化させると
樹脂の流れの向きが変わり効果的!
01成形工程を終了したら、押出成形機内の材料をすべて排出してください。
02ホッパーにセルパージを投入し、スクリューを回転させてセルパージを流します。
03前材の残留がなくなると、排出される樹脂が白くなります。
04次材を流し、置き換わったら洗浄を終了です。
粘度とダイスの形状による
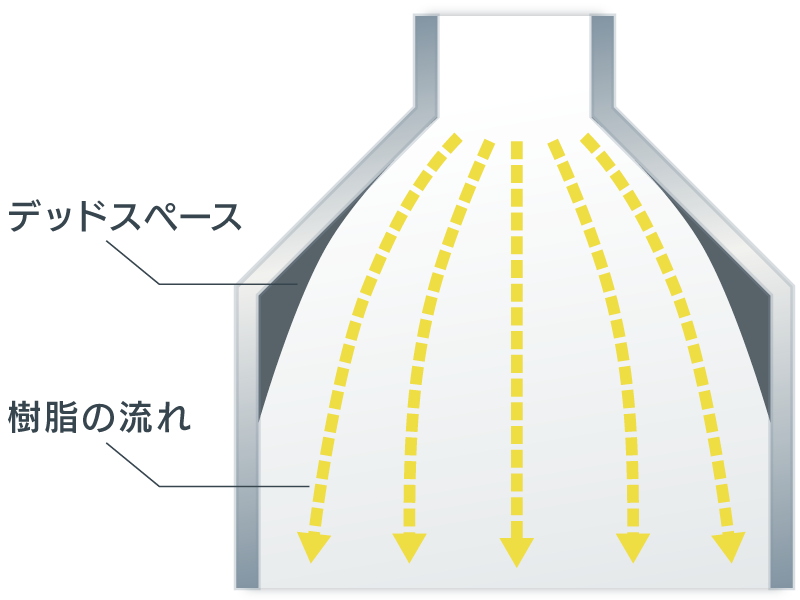
デッドスペースでの滞留
セルパージは、押出成形でも効果を発揮しますが、
残念ながらすべての押出成形で完璧な洗浄が可能な訳ではありません。
これは、多くの押出成形において、流路の方向が変わるところにデッドスペースが生じるためと、射出成形よりも高粘度の樹脂を使用するためです。
例えば、Tダイを用いたシートやフィルムの押出においては、ハンガーコートの肩辺りに、必ず滞留する部分が存在します。
パージ可能な成形方法
セルパージが十分な効果を発揮できる成形方法は、以下の通りです。
必要量は、ダイの形状や容量により大きく異なります。
インフレーション・フィルム成形, チューブ成形, 異型押出成形, コンパウンド・混練
TEL 06-7639-7427
用途別の使い方
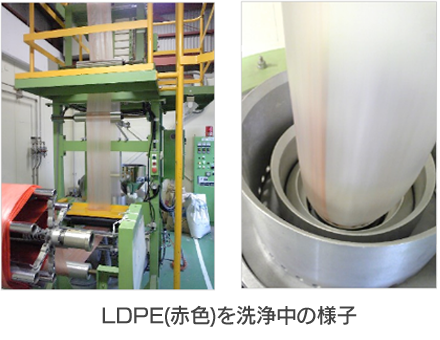
インフレーションの洗浄
インフレーション成形機の
洗浄・色替えに効果的!
ポリエチレンのインフレーション成形機の洗浄・色替えにはセルパージNX-E を、
ご使用中の製品樹脂で希釈して御使用いただけます。
製膜して巻き取りが可能です。
- 希釈する比率は、NX-E / ポリエチレン = 2/1 ~ 1/1 が適当です。
- LLDPE, LDPE, HDPE いずれにも対応します。
色替えの終了点がわかりやすいです。 - 徐々に色が薄くなるのではなく、スジ状に色が抜けていきます。
どこで終了させるか迷いません。
軽度の炭化物も除去できます。 - ポツポツと出る黒点を除去できます。
※ 厚みムラが生じて製膜が困難な場合は、ダイスの温度を5~10℃上げてください。
※ 製膜の必要がない場合には、製品樹脂とのブレンドは不要です。
/ 対応グレード / NX-E
混練・コンパウンド(造粒)
の洗浄
ペレットをつくる
コンパウンドの押出機にも効果的!
セルパージは、ペレットを作るコンパウンドの押出機にも効果的にご使用いただけます。
洗浄中、適宜回転数を変化させると、樹脂の流れの向きが変わり効果的です。
また、スクリューを抜く前に投入していただくと、より小さい力でスクリューを抜くことができます。
ただし、溶融していない状態では洗浄の効果はありませんので、ホッパー下の洗浄はできません。
01造粒工程を終了したら、押出成形機内の材料をすべて排出してください。
02ダイスを開け、スクリーンメッシュを取り外します。
03ホッパーにセルパージを投入し、ベントを解放した状態でスクリューを回転させてセルパージを流します。
04排出される樹脂が白く、前材の残留がなくなったら、
スクリュー回転を止めて、ダイスを開け、ダイス内に残っている樹脂を取り除きます。
05ダイスを開いた状態で次材を流し、置き換わったら洗浄終了です。
メルトしたストランドでホッパー下を洗浄する (音声有り)