どのグレードがいいの?
グレード一覧とSDS
汎用樹脂からスーパーエンプラまで
様々な樹脂に対応
汎用樹脂からエンプラ、PPS、LCP などのスーパーエンプラまで、様々な樹脂に対応します。
ご使用中の樹脂に合わせて、グレードをお選びください。
| タイプ | グレード | 適用樹脂 | ホットランナー | フィラー | 推奨使用温度 | SDS |
|---|---|---|---|---|---|---|
| 汎用樹脂用 | NX-VC2 | PP, PE | ○ (型開放) | – | 160~240℃ | |
| NX-E | TPE, PVC, PE | ○ (型開放 / 成形) | – | 140~240℃ | ||
| NX-A2 | ABS, PMMA | ○ (型開放) | – | 180~270℃ | ||
| NX-P2S | PP | ○ (型開放 / 成形) | – | 180~260℃ | ||
| NX-S | PS | ○ (型開放) | – | 200~250℃ | ||
| エンプラ用 | NX-VN2 | エンプラ, ABS, PMMA |
△ (型開放) | – | 180~280℃ | |
| NX-VK2 | △ (型開放) | 無機 (非GF) | 200~320℃ | |||
| AW2 | △ (型開放) | 無機 (非GF) | 200~320℃ | |||
| NX-VG2 | × | GF | 200~320℃ | |||
| NX-VG3 | 高温用(300 ℃以上) 使用改善グレード |
× | GF | 250~340℃ | ||
| 高温用 | NX-HG | PPS, PA9T, LCP etc. | × | GF | 180~370℃ | |
| スクリュー抜き取り用 | NX-BS | 160~260℃ |
※ 本SDSは、JIS Z 7252(2019)、JIS Z 7253(2019)に準拠して作成しています。
※ 英文SDSをご利用のお客様は、お問い合わせより問い合わせください。
If you would like the English version of SDS, please contact us using the Contact page for inquiry.
TEL 06-7639-7427
グレード選択の目安
効果的に洗浄するには
適切なグレードを選ぶことが肝要
効果的な洗浄には適切なグレードの選択が肝要で、残留するかどうかは、樹脂の極性が大きく影響します。
以下のポイントをご参考に、セルパージのグレードをご選択ください。
Point 01
樹脂ごとに分類して
決める
01オレフィン系樹脂,
02エンプラ/ABS系樹脂,
03超エンプラ
樹脂ごとに効果的な洗浄のメカニズムが異なります。
Point 02
前材だけでなく、
後材も考慮
パージ剤を残留させないために重要です。
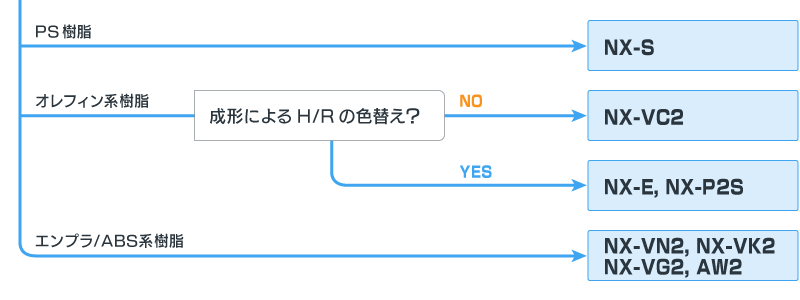
- オレフィン系樹脂は
- 排出力が低いため、NX-VN2などエンプラ用グレードをうまく排出できない場合があります。
オレフィン系樹脂の色替えとオレフィン系樹脂が後材の材料替えでは、
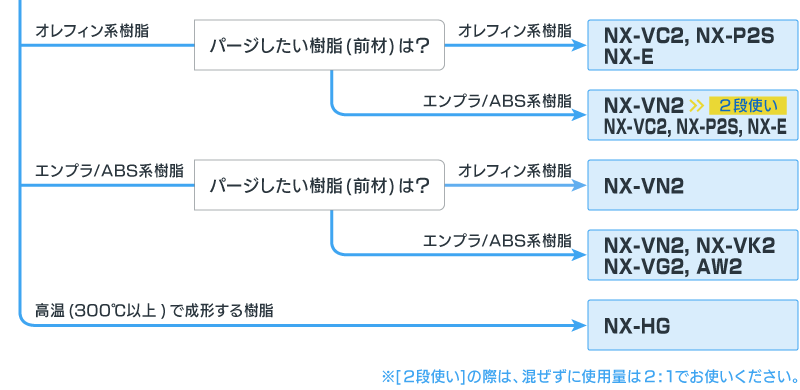
オレフィン系樹脂用グレードのNX-VC2,NX-E,NX-P2Sをご選択ください。 - スーパーエンプラ等の成形・加工温度の高い樹脂に
- 高温用の NX-HGをご選択ください。
スーパーエンプラ用途でご使用される場合は事前に乾燥してから使用することをお勧めします。 - エンプラからオレフィン系樹脂への材料替えには
- エンプラ用グレード(NX-VN2,NX-VK2,NX-VG2,AW2)でエンプラを排出して、
次いでオレフィン系樹脂用グレード(NX-VC2,NX-P2S,NX-E)でエンプラ用グレードを排出する、
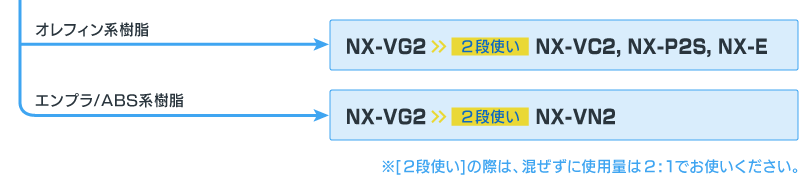
という2段使いがお勧めです。 - 黒点・炭化異物の除去に
- GF入りの NX-VG2 をご選択ください。
NX-VG2の後からNX-VN2をご使用いただくと、より効果的です。
混ぜずに使用量2:1でお使いください。
(軽度の黒点であれば、フィラー無添加のグレードでも十分効果があります。) - セルパージをシール材として使用
- シール材としても使用できます。セルパージでパージ完了後、セルパージを計量した状態で
成形機を停止させることで炭化物の発生を抑制することができます。
※シールにはノンフィラーグレードをお使いください。 - セルパージをスクリュー抜き補助材に
- 専用グレードNX-BSをご使用ください。
スクリュー抜き取り清掃時の作業負荷を低減します。