どうやって使うの? [射出成形用]
使い方 [射出成形用]
基本の使い方
基本は計量・射出操作の繰り返し
01射出成形機のシリンダー/スクリューを洗浄する場合は、先行樹脂の成形終了後、
下表の通りに成形条件を設定して、計量・射出を繰り返してください。
02パージ終了後、次材の成形条件に変更し、温度が安定した後、
次材でセルパージを排出します。
成形条件
| 計量 | シリンダー 温度 | スクリュー 回転数 | 背圧 | 射出 速度 |
|---|---|---|---|---|
| 10-30mm | 前材成形時と同じ | 50-70% | 2-10% | 70-99% |
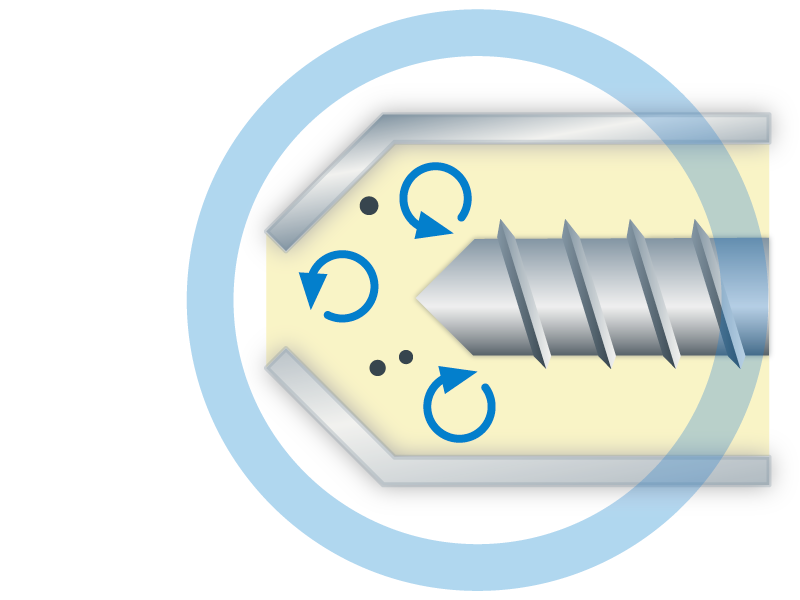
背圧は2%〜10%程度弱く
- 背圧 高過ぎはダメ!
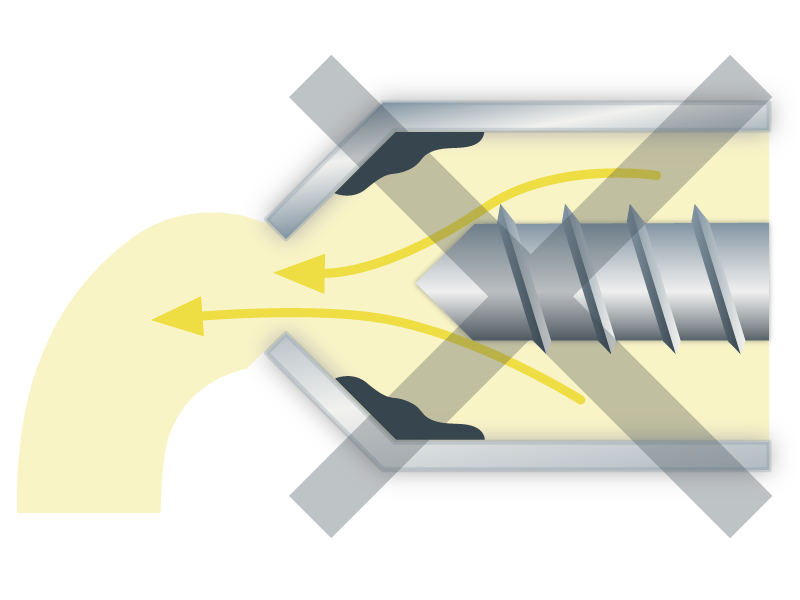
セルパージを使ってのパージは、計量値を小さくし、計量・射出を繰り返すやり方をお勧めしています。
これは、できるだけ樹脂の流れの方向を変えて、デッドスペースに溜まった樹脂を取り残さないためです。
背圧を上げて樹脂を流す、いわゆる「背圧パージ」でも十分効果はありますが、中途半端に弱い圧力でセルパージが漏れてしまうと効果がありません。
- 適正な背圧で
- 計量・射出操作でパージする場合には、セルパージがノズルからあまり漏れないように、背圧は2~10%程度弱くかけてください。
透明樹脂で残留する場合は
成形を続けず、エアショットを!
PC、PMMA、透明ABS などの透明の樹脂では、残留が目立ちやすく、着色した材料では
問題にならないようなごくわずかのセルパージの残留が白い筋として見えることがあります。
このような残留は、成形を続けても容易には取れません。
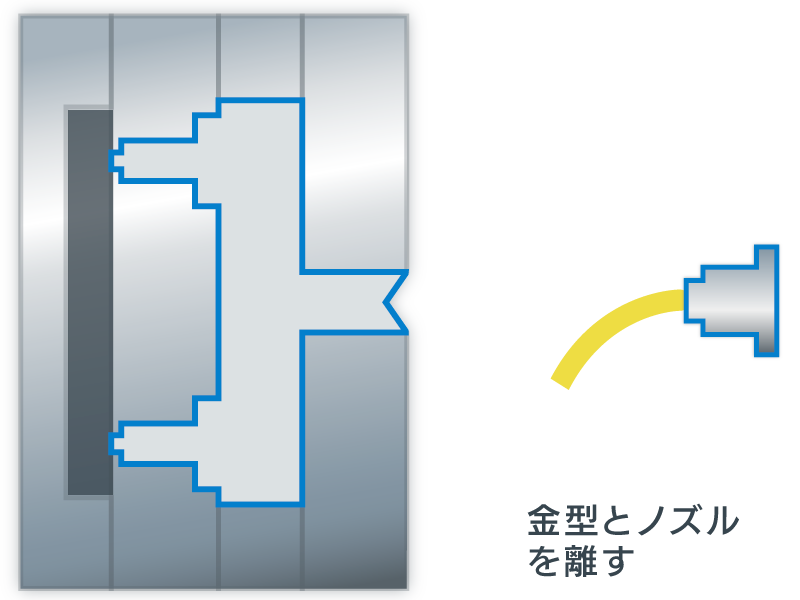
透明樹脂での残留が問題になる場合は、一旦成形を中止し、計量をできるだけ小さくして、金型からノズルを離して計量・射出の操作を繰り返す、エアショットの方法でパージしてください。
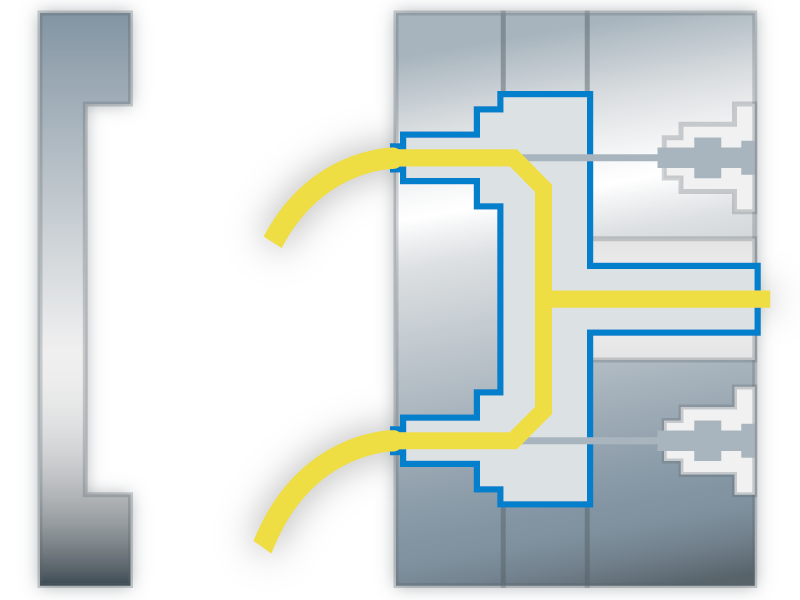
ホットランナーの場合も同様に、金型を開いて計量・射出を繰り返して、エアショットで排出してください。
ぐんぐん押し出すセルパージ
[ホットランナー金型も エアショットでパージ(洗浄)できます!] (音声有り)
しゅるしゅる剥がせるセルパージ
[機掃の負荷を低減 メンテナンスが簡単に] (音声有り)
TEL 06-7639-7427
用途別の使い方
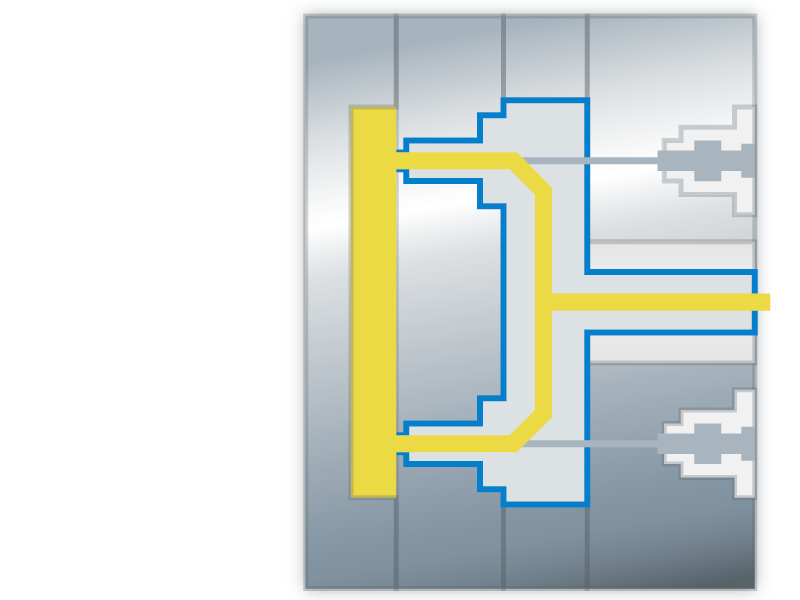
ホットランナーの洗浄
ホットランナー対応グレードで
ホットランナー内の洗浄が可能!
必ず使用樹脂に適したグレードを使用してください。
2通りの方法がありますが、いずれでもセルパージの使用量はほとんど変わりません。
ホットランナーも洗浄するセルパージ (音声有り)
01金型を開いた状態で、セルパージをエアショットする
先行樹脂の成形終了後、下表の通りに成形条件を設定して、計量・射出を繰り返してください。バルブゲート式のホットランナーでは、計量・射出の際、ゲートの開閉を行ってください。
計量を小さくして、ゲートの開閉を多く行うのがより効果的です。
| 計量 | シリンダー 温度 | スクリュー 回転数 | 背圧 |
|---|---|---|---|
| 10-15mm | 前材成形時と同じ | 50-70% | 2-10% |
※ 射出圧力、射出速度は洗浄性にほとんど影響を与えません。
02セルパージを成形する
先行樹脂の成形終了後、セルパージを投入、前材が完全に抜けるまでセルパージを成形してください。セルパージが過充填しないよう、成形条件にはご注意ください。
また、NX-A2 は一般の成形材料よりも脆いので、ボスやリブの多い成形金型では注意が必要です。
/ 対応グレード / NX-VC2, NX-E, NX-A2, NX-P2S, NX-S (, NX-VN2, NX-VK2, AW2)