
怎样使用呢? [用于注塑成型]
使用方法 [用于注塑成型]
基本使用方法
基本使用方法就是重复进行计量·注塑操作
01清洗注塑成型机的料筒/螺杆时, 等前材树脂的成型结束之后,
请参照下表设定成型条件, 重复计量·注塑操作。
02等清洗结束之后, 变更后材的成型条件,
待温度稳定之后, 用赛璐洁排出后材。
成型条件
| 计量 | 料筒温度 | 螺杆转数 | 背压 | 注塑速度 |
|---|---|---|---|---|
| 10-30mm | 与成型前材时相同 | 50-70% | 2-10% | 70-99% |
背压要降低2%~10%左右
- 背压不可设定得过高!
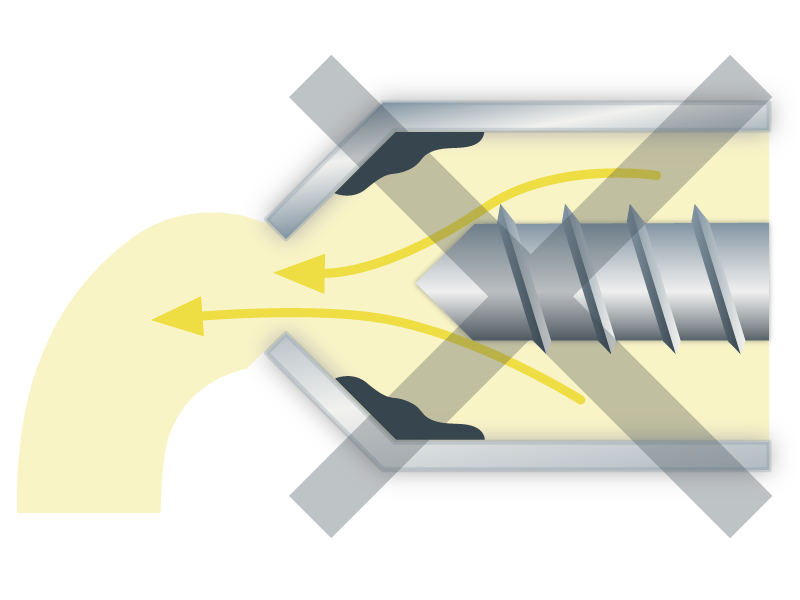
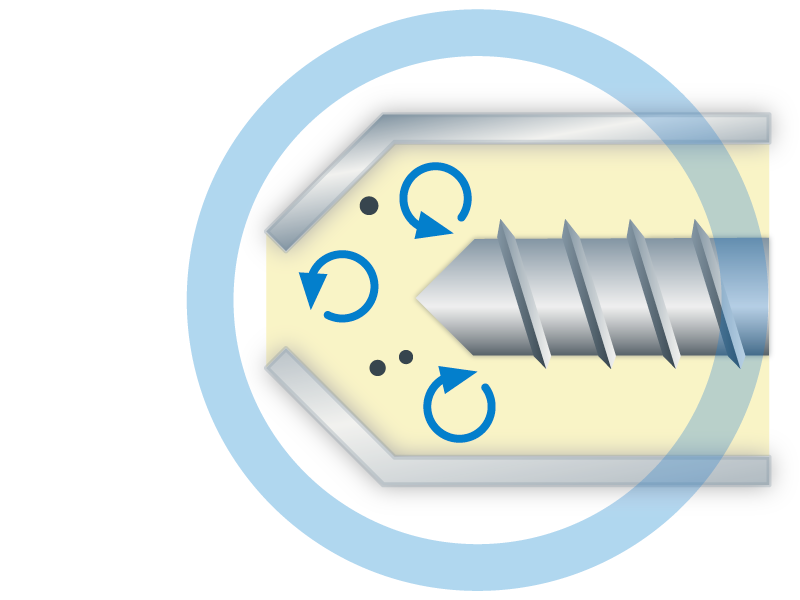
使用赛璐洁进行清洗时,推荐将计量值设定得小一点,再重复计量·注塑操作。
这是为了尽可能改变树脂的流向, 将滞留在死角的树脂去除掉。
虽然提高背压后添加树脂, 也就是使用[背压清洗]的方式可以充分体现出清洗效果, 但是中途由于压力较弱导致赛璐洁泄露的话就会没有效果。
- 设定适当的背压条件
- 通过重复计量·注塑操作来清洗的情况下, 赛璐洁就不怎么会从喷嘴处泄露。
所以请将背压降低2%~10%左右。
若透明树脂残留的情况下,
请勿继续成型, 转换成空射!
PC, PMMA, 透明ABS等透明树脂上有残留的话就会非常显眼。
极少的赛璐洁残留在着色材料上不会有什么问题, 但是在以上透明树脂中会看到白色的条纹状物质显露。
类似于这种情况的残留, 即使继续成型也不容易清洗干净。
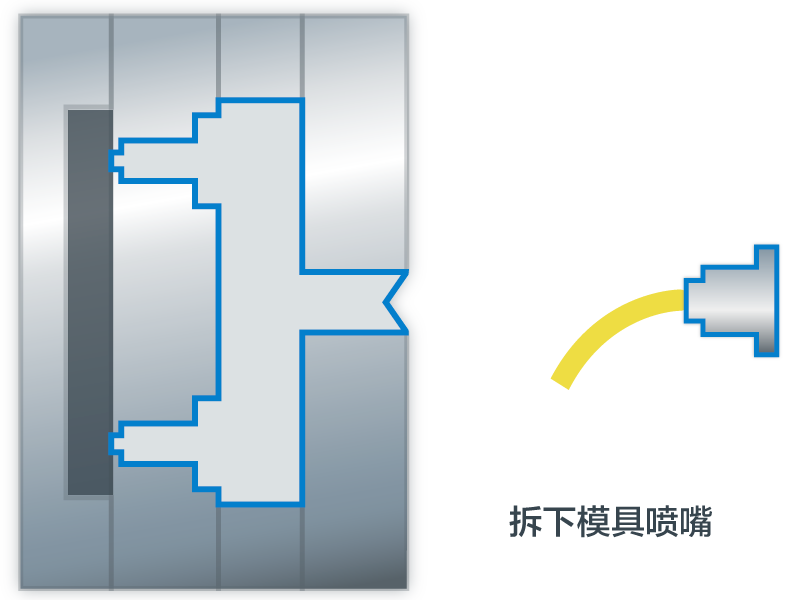
若在透明树脂中出现残留问题的话, 请先中止成型, 并尽可能将计量设定得小一点, 让模具离开喷嘴后重复计量·注塑操作, 利用空射的方式来清洗。
热流道也是一样的, 开模之后重复计量·注塑, 用空射的方式排出异物。
迅速挤出的赛璐洁
[热流道模具也可以用空射的方式清洗!] (带音频)
哗啦哗啦剥落的赛璐洁
[降低机扫的负荷使设备维保变得更加简单] (带音频)
上海 +86-21-5761-9381 广州 +86-20-3877-2812
各用途的使用方法
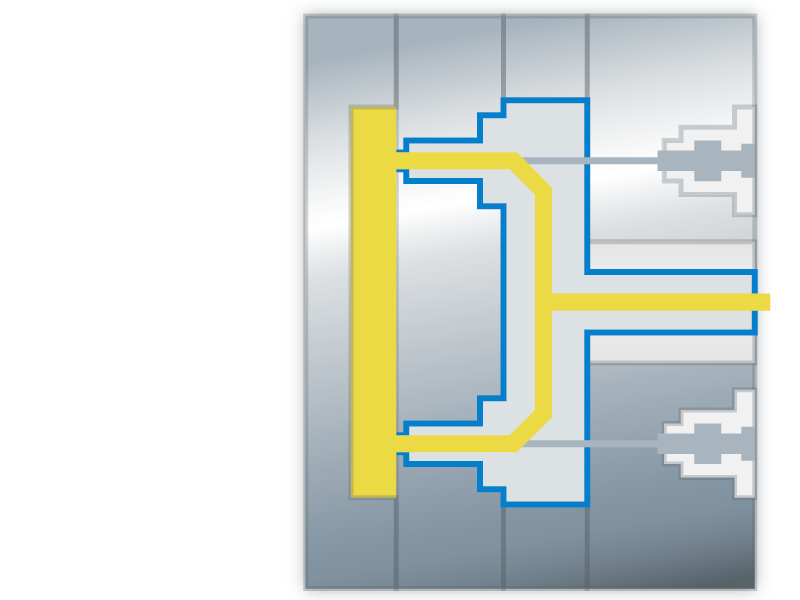
热流道的清洗
使用热流道专用的产品可以将热流道内清洗干净!
请务必选择适用于使用树脂的产品来清洗。
有两种方法, 不论其中任意一种赛璐洁的使用量都不会发生变化。
热流道也可以用赛璐洁清洗干净 (带音频)
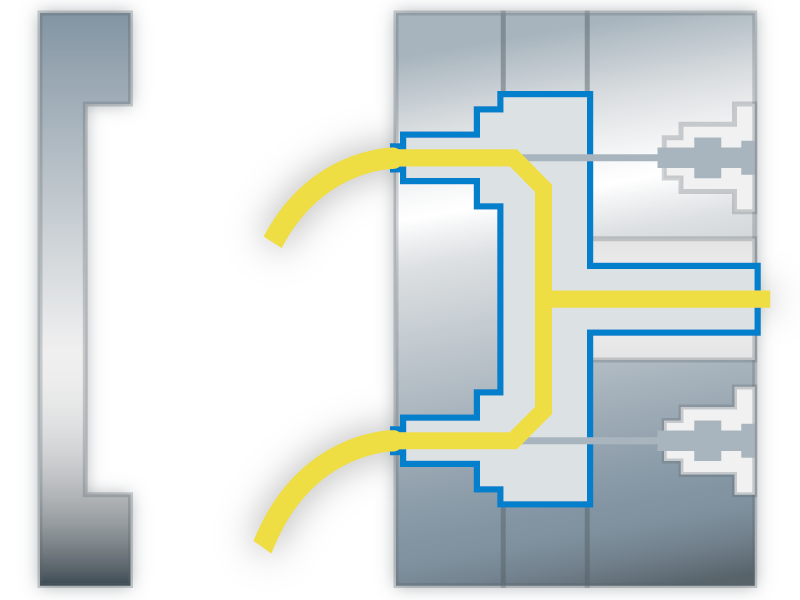
01在开模的状态下空射赛璐洁
等前材成型完成之后请参照下表设定成型条件,并重复计量·注塑操作。在阀式浇口类的热流道中进行计量·注塑时请开闭浇口。
将计量设定得小一点,并多次开闭浇口的话会更加有效果。
| 计量 | 料筒 温度 | 螺杆 转数 | 背压 |
|---|---|---|---|
| 10-15mm | 与前材成型时相同 | 50-70% | 2-10% |
* 注塑压力, 注塑速度基本对清洁性没有影响。
02使用赛璐洁成型
等前材树脂成型结束之后添加赛璐洁, 将赛璐洁成型至前材完全消耗为止。为了避免赛璐洁过度填充, 请注意成型条件。
另外, 由于NX-A2要比一般成型材料更脆, 需要注意螺纹孔, 加强筋比较多的成型模具。
/ 对应的产品牌号 / NX-VC2, NX-E, NX-A2, NX-P2S, NX-S (, NX-VN2, NX-VK2, AW2)